40半ばのシェフがおんぼろバイクでサーキットを目指す件 #3
元・本誌編集部員であり現イタリアンシェフのトミヤマ。
最強のシリンダーを手に、周囲を巻き込んでエンジンの組み立てに挑む。
文/冨山晶行(トラットリア築地トミーナ) 写真/冨山晶行 アドバイザー/後藤 武 協力/新井洋一
プラトーホーニングで画竜点睛! 世界よこれがICBM®加工だ!
※前回までの流れはこちらでチェック
40半ばのシェフがおんぼろバイクでサーキットを目指す件 #2
コロナ禍のレストラン時短営業を逆手にとって、閉店後にXS-1のパーツをネットで探す毎日が続いていますが、皆様いかがお過ごしでしょうか? 東京生まれのボンボンを自任するわたくしトミヤマにとって、パーツ探しは右肩下がりの売上から現実逃避するのにもってこいです。なにせ、夜になると店の前の道路を通過する人数が、ゴミ回収のクルマを入れても両手で数えるくらい。おかげでアメリカの外装メーカーAirTech社と翻訳ソフト越しに連絡を取り、TZ風外装のフルセット(フロントカウル、フェンダー、タンク、シートカウル、バッテリーホルダー)を発注できました。完成まで4週間。さらに1週間で届くはず。ここ数日分の売上げに相当する結構な値段でしたが、完成イメージ図がカッコ良くて買ってしまいました。
そんなある日、井上ボーリングの井上代表から、「ICBM®用のスリーブがメッキから戻ったので、最後の仕上げを見に来ませんか?」と連絡をいただいた。おおまかにいうと、シリンダーにスリーブを装着し、ホーニングをして完成だそうだ。
……ホーニング。恥ずかしながら、聞いたことはあっても実はよく知らなかったので、知りたがりのトミヤマは再び井上ボーリングさんを訪れた。作業
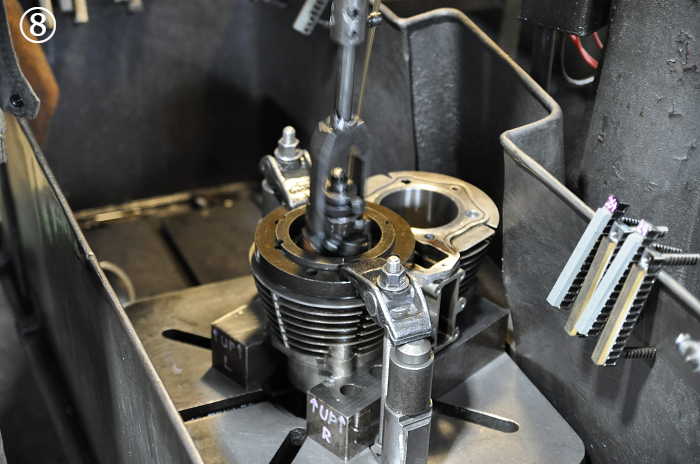
工程は別項に詳しいのでそちらをご覧いただくとして、今回行ったのはプラトーホーニングというもの。ダイヤモンドの次に固い硬度を持つICBM®加工を施したスリーブに、潤滑に必要なオイル溝「クロスハッチ」を作ることをホーニングという。しかし、ICBM®のメッキスリーブは固いので、ホーニングしたままでは削った溝の山の部分でピストンを攻撃して削ってしまう。そこで溝の山の部分を、ダイヤモンドの砥石で削って台形にしてしまうのがプラトー(台地、高原の意)ホーニングなのだ。まさにICBM®加工の画竜点睛!
「 これだと慣らしはいらないんですよ。慣らしで行うことをここでやってしまうので」と、井上さん。それを聞いてクラクラしたのは、ホーニングに必要なワイセコ製ピストンを家に忘れて、お昼ごはんを抜いて取りに帰ったからでは決してありません!
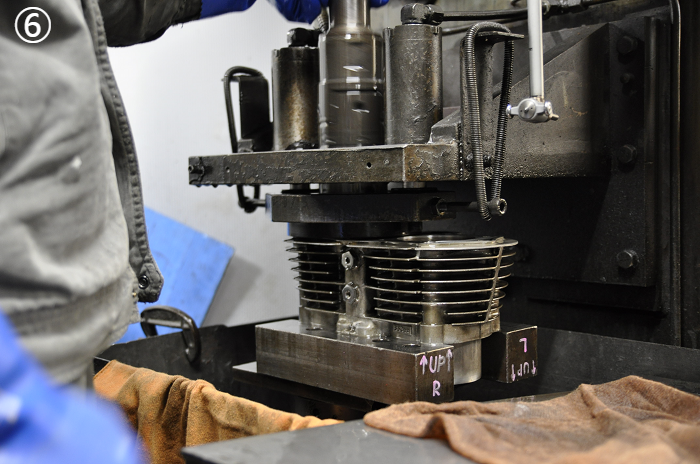
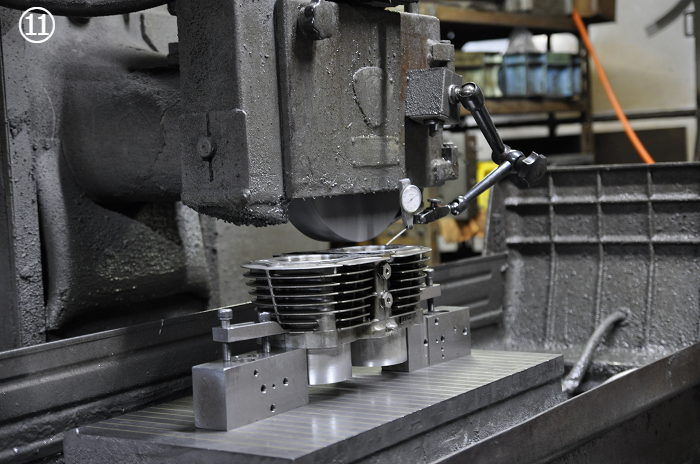
スリーブ圧入とプラトーホーニング








 ⑬プラトーホーニングを担当してくれた、技師の吉田拓図さん。繊細な作業をありがとうございました!
⑬プラトーホーニングを担当してくれた、技師の吉田拓図さん。繊細な作業をありがとうございました!
取材協力
井上ボーリング
1953年創業の井上壯太郎氏が代表取締役を務める老舗内燃機屋さん。減らないメッキシリンダーICBM®や減らないセンターシールLABYRI®など革新的な商品をラインナップ。水素エンジンの研究も行っている。お問合せはHPから。



